-
Paper Information
- Next Paper
- Previous Paper
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
American Journal of Materials Science
p-ISSN: 2162-9382 e-ISSN: 2162-8424
2015; 5(3C): 121-125
doi:10.5923/c.materials.201502.25
Effect of Graphite and Bronze on Strength of Chopped E-Glass Fiber Reinforced Epoxy Composites
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLNitinchand Patil , Prasad Krishna
Department of Mechanical Engineering, NITK, Surathkal, India
Correspondence to: Nitinchand Patil , Department of Mechanical Engineering, NITK, Surathkal, India.
| Email: |  |
Copyright © 2015 Scientific & Academic Publishing. All Rights Reserved.
In this study the use of graphite and sintered bronze with E-Glass fiber reinforced epoxy composite was investigated. The tensile, density, Rockwell hardness and Izod impact tests were carried out as per the ASTM standards. The results showed that the increased percentage of bronze (10-20 vol %) with fixed 10 vol% of E-glass fiber enhanced tensile strength (44.7 MPa) and modulus (4.8 GPa) of the composite. At the same time decrease in percentage of bronze (20-10 vol %) decreased the density of the composite. The electron microscopic images were discussed to interpret the effect of solid lubricant on strength of composite.
Keywords: Solid lubricant, Fleural strength, Metallurgical electron micrographs
Cite this paper: Nitinchand Patil , Prasad Krishna , Effect of Graphite and Bronze on Strength of Chopped E-Glass Fiber Reinforced Epoxy Composites, American Journal of Materials Science, Vol. 5 No. 3C, 2015, pp. 121-125. doi: 10.5923/c.materials.201502.25.
Article Outline
1. Introduction
- In polymer composite the system of matrix material may be thermosetting or thermoplastic polymer and the filler material or reinforcement may be ceramics, metal and fibers. The most used reinforcing fiber for polymer is glass fiber [1]. The function of reinforcement is to enhance the mechanical properties of polymers. Epoxy matrix exhibits good adhesion with reinforcements and low shrinkage. Polymer composites are extensively used for aerospace and automotive structures because of their high strength to weight ratio [2]. The development of polymer composite to reduce friction and its effect is the area of interest of many researchers. The focus is to achieve polymeric Tribo materials with higher strength. Mechanical properties of polymeric composites reinforced with natural and inorganic fibers were extensively studied. It was observed that the size and volume fraction of filler and fiber play important role in improving strength and stiffness [3]. Many researchers have found variation in properties of epoxy composites filled with solid lubricants viz. Graphite, MoS2, and polytetrafluoroethylene (PTFE). A comparative study of PTFE, graphite, MoS2, and SnS2 on sliding wear of epoxy matrix composite was reported by Jacobs et al. [4]. They observed that specific wear rate was reduced only for PTFE. Zhang et al [5] observed improved tribological performance of 5–25wt% of PTFE and 5–30wt% of graphite at room temperature. Many researchers have proposed that solid lubricant alone will not improve the tribo-performance of neat polymer but fiber reinforcement will have a major effect on the performance of composites. Suresha et al [6] reported improved tribological properties of glass-epoxy composites filled with graphite. Zhang et al [7] found that reduction in friction coefficient was possible by addition of more than 5wt% MoS2, and decrease in wear rate was observed by the addition of more than 10wt% MoS2. Bijwe and Indumathi [8] have reported on influence of fibers and solid lubricants on the low oscillating wear of polyetherimide composites. 10% inclusion of glass fiber inclusion showed higher wear resistance. Suresha et al [9] also reported effect of fillers on friction and slide wear in glass- epoxy composite. The study revealed that with increase in sliding velocity, coefficient of friction and wear rate increases. Thomas et al [10] reported effect of particle addition and fibrous reinforcement on epoxy-matrix composites for sliding conditions. The study revealed that the Coefficient of friction (COF) of epoxy resin (EP)/PTFE was approximately 30% lower than EP. Singhal and Chawla [11] reported that the addition of 2 wt% of glass fiber increased compressive strength (104.7 N/mm2) and impact strength (4.2 J). Satheesh et al. [12] reported mechanical properties of fly ash impregnated glass fiber reinforced polymer composite. The study revealed that 70 wt% of resin and 30 wt% of fiber showed a superior strength in tensile, compressive, flexural, hardness and impact properties. Sayer [13] reported elastic properties and buckling load evaluation of ceramic particle filled glass epoxy composites. The result indicated that the load carrying capacity of composites was significantly influenced by particle weight fractions, different particle sizes and different ceramic fillers. The addition of 10 wt% boron carbide particle to composite showed 42% increased critical buckling load value of composite. Guo et al. [14] reported the tribological and mechanical properties of epoxy with hybrid filling. The results showed that a small amount of oil loaded microcapsules, grafted nano SiO2 and short carbon fibers into the epoxy lead to improved tribological and mechanical properties.It is clear from the literature, that glass fiber play important role in improving strength and stiffness of polymer composites. Solid lubricants like molybdenum disulphide (MoS2), graphite and PTFE can be used to improve tribological property of polymer composites. It was found experimentally that wear rate can be reduced by adding solid lubricants. The present paper describes the mechanical characterization of the composites consisting of epoxy as matrix material, graphite and bronze as fillers.
2. Materials and Experimental
2.1. Materials
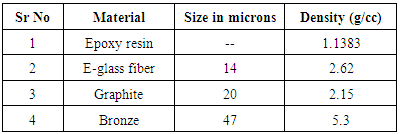
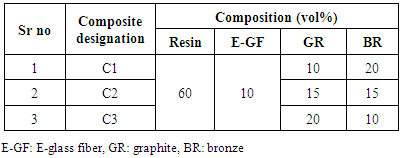
- The materials used for manufacturing the polymer composites are listed in Table 1 with their size in the micrometer and densities in g/cc. Epoxy resin CY230 was used as a matrix and chopped E-glass fiber was used as reinforcement. The fillers, graphite and sintered bronze 85/15 were also obtained from local vendors in Maharashtra, India. The curing agent selected wasHY951. Table 2 shows the elemental content of glass fiber, graphite and sintered bronze in volume percentage. The glass fiber content was kept constant as 10 volume percentage and the fillers, graphite and sintered bronze were varied between 10 vol% to 20 vol%.
|
|
2.2. Fabrication of Composites
- In this study, all the specimens used were fabricated considering ASTM standards of test specimens. E-glass fiber reinforced, graphite and sintered bronze filled epoxy matrix composite specimens were manufactured by moulding box of size 200 x 300 x 3 mm by Hand Lay-up Technique. This mixture of composite was stirred for about 30 minutes. The homogeneous mixture was poured into the mould and the pressure was applied by mechanical clamping designed for composite preparation. For curing the composite, the following procedures were followed: 1hr at 110°C with mould under clamp pressure, 24 hours at room temperature and post curing: 30 minutes at 160°C followed by 12 hours curing at room temperature. The same cycles were followed for all samples C1 to C3. The test specimens were then cut according to ASTM standards. Five replicates of each composition C1 to C3 were fabricated and average results were recorded.
3. Mechanical Testing
- Tensile tests were carried out on rectangular specimens using ASTM D 3039 standard at a crosshead speed of 1mm/min. All the specimens were flat and rectangular in cross section having a thickness of 3mm carrying tabs at the ends. Density, impact and hardness were calculated as per Archimedes Principle, ASTM: D 256 and ASTM: D 785 standards respectively. All the tests were carried out for five specimens and average results obtained were taken for each sample C1-C3.Figure 1 show UTM used for the tests and figure 2 shows photographs of the tensile test specimens of composites C1, C2 and C3 in five replicates.
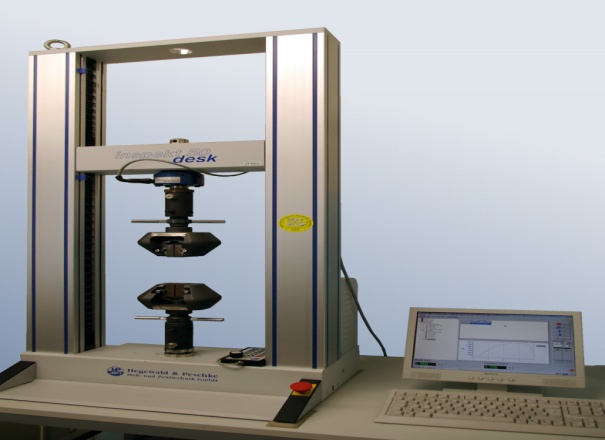 | Figure 1. UTM used for tensile testing |
 | Figure 2. Photograph of tensile test specimen |
4. Results and Discussion
4.1. Tensile Test
- The tensile properties of the glass fiber reinforced, graphite and bronze filled composites were tested and the results were plotted against the volume percentage of glass fiber, graphite and bronze as shown in figure 3. From the graph, it can be seen that with increase in the graphite content from 10 vol% to 20 vol%, the tensile strength reduced from 4.8GPa to 3.67GPa while Young’s modulus (E) was found to be lowest i.e. 39.58MPa for G15/B15 composites. Also, it can be seen from the graph that with increase in bronze filler from 10vol% to 20 vol% both tensile strength and modulus indicated an increased trend with exception of G15/B15. The increased tensile property of G10/B20 composite was attributed to the increased volume percentage of bronze and/or decreased volume percentage of graphite. It can also be noted that the decrease in graphite filler has a positive effect on tensile properties. It might be due to the mechanical properties of the bronze and/ or graphite filler.
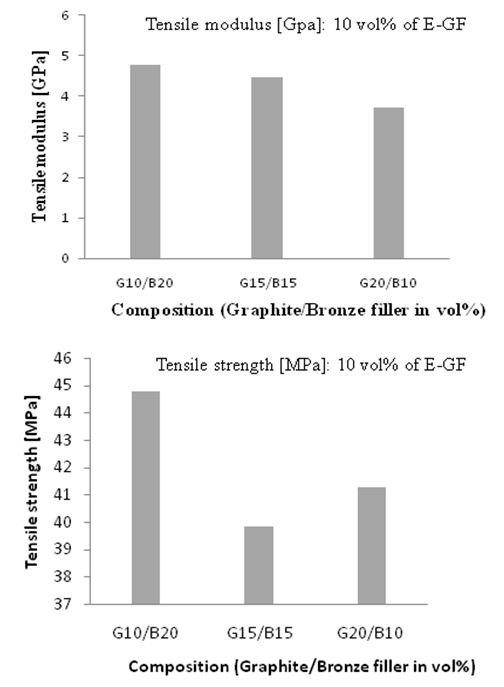 | Figure 3. Tensile modulus and strength of composite |
4.2. Measured and Theoretical Density
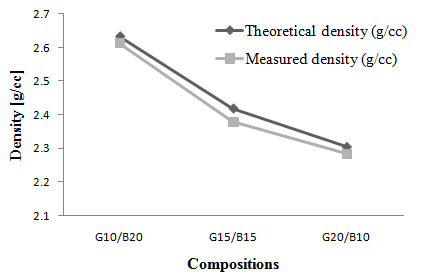
- The theoretical and measured density of the glass fiber reinforced, graphite and bronze filled epoxy composites is shown in figure 4.The theoretical density of the composite was calculated by rule of mixture. It is given by ρth = ρm Vm + ρfVf + ρgVg + ρb Vb, where ρ is the density and V is volume fraction and the suffix m, f, g and b refers to the matrix material, glass fiber, graphite and bronze fillers respectively. The experimental density was calculated using the Archimedes Principle. The declining trend in density might be because of the increased percentage of graphite filler or decreased percentage of bronze filler.
 | Figure 4. Theoretical and measured density |
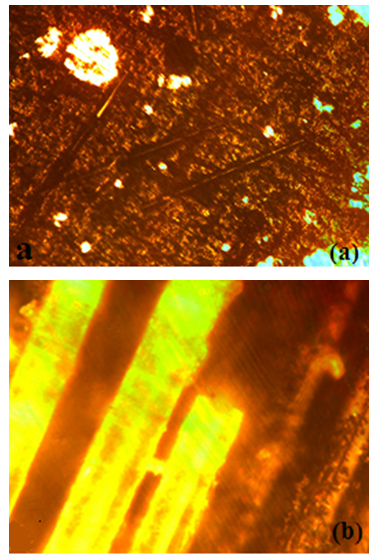 | Figure 5. Micrograph showing glassfibers, (a) 400X and (b) 600X |
4.3. Rockwell Hardness Test
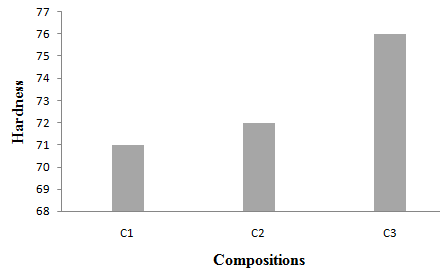
- The Rockwell hardness tester (Meta test instruments Pvt., Ltd.) was used to measure the hardness of composites. The average results obtained for five different locations were taken for each sample and shown in figure 6. Increased percentage of graphite filler greatly increased the hardness of composites (C1-C3), which can be attributed to uniform dispersion of graphite filler in the matrix material. This might be resulted in improved hardness. The increased hardness value indicates that wear resistance and abrasion resistance of glass fiber reinforced solid lubricant filled epoxy composite is enhanced [15].
 | Figure 6. Rockwell Hardness of the composites |
4.4. Izod Impact Test
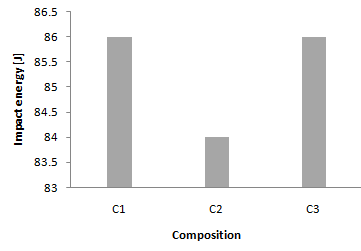
- The Izod Impact test on AIT-300EN (Fasne test equipments Pvt., Ltd.) was carried to measure the energy required to break the test specimen. The average results obtained for five specimens were taken for each sample and shown in figure 7. The impact energy required to break the specimen fabricated from composites C1 and C3 was measured 86 Jouleon graduated scale, while for C2 it was measured 84 Joules. It can be seen from the figure 7 that both graphite and bronze play important roles in higher impact energy, provided that it should be more than 15 vol%.
 | Figure 7. Izod impact energy of composites |
4.5. Metallurgical Electron Microscopic (MEM) Study of Composite
- The metallurgical electron micrograph analysis was carried to study the dispersion of graphite and bronze fillers and orientation of glass fiber reinforcement. The specimens were prepared using different polish / sand papers having grades 400 to 1200 before micrographs were taken on Electron microscope. In this analysis, it was found that graphite and bronze particles were uniformly distributed and glass fibers were randomly distributed as shown in figure 8 (a-c).
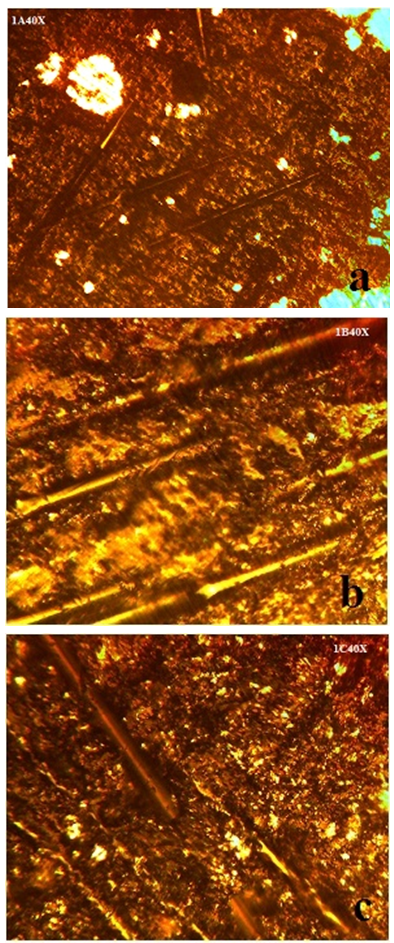 | Figure 8. Metallurgical micrographs of composites (a) C1, (b) C2 and (c) C3 |
5. Conclusions
- Glass fiber reinforced graphite and bronze filled polymer composites have been developed and are characterized. In our work, the focus is on mechanical characterization. Two different fillers have been used to improve strength of glass fiber reinforced epoxy resin. The increasing volume percentage of bronze showed improved tensile property and density while increasing the volume percentage of graphite shows decreasing trend of tensile property and density. At the same time the increased volume percentage of graphite showed an increasing trend of hardness. As per the experimental results of tensile, density, impact and hardness tests the glass fiber, graphite and bronze have an effect on fiber-filler-matrix interaction in the composites.