-
Paper Information
- Next Paper
- Previous Paper
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
American Journal of Materials Science
p-ISSN: 2162-9382 e-ISSN: 2162-8424
2015; 5(3C): 74-76
doi:10.5923/c.materials.201502.15
Post-ECAP Ageing Treatment of Aluminum 6063 Alloy
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLT. S. Shanon 1, N. Ahmed 1, M. Bharath 1, J. Valder 2, M. Rijesh 3
1Department of Metallurgical and Materials Engineering, National Institute of Technology Surathkal, Karnataka
2Department of Mechanical Engineering, St. Joseph Engineering College, Mangalore, Karnataka
3Department of Metallurgy, Amal Jyothi College of Engineering, Koovapally, Kanjirapally, Kerala
Correspondence to: J. Valder , Department of Mechanical Engineering, St. Joseph Engineering College, Mangalore, Karnataka.
| Email: |  |
Copyright © 2015 Scientific & Academic Publishing. All Rights Reserved.
Equal Channel Angular Pressing (ECAP) has attracted much attention from the material community, because of its ability to produce ultrafine grained microstructures. The advantage in ECAP is that a large amount of strain can be imposed on the material without a significant change in geometric shape or cross section. In the present work, the effect of ECAP on the ageing of aluminum 6063 alloy was studied. The samples were first solutionized, followed by ECAP and were then aged at a temperature of 175°C. Multipass pressings were conducted on the billets for different processing routes such as routes- A, BA, BC and C. The pressings were performed at room temperature using a die having a channel angle of 150°. Post ECAP ageing was found to reduce the ageing time considerably till three passes.
Keywords: ECAP, Hardness, Route, Ageing, Strain
Cite this paper: T. S. Shanon , N. Ahmed , M. Bharath , J. Valder , M. Rijesh , Post-ECAP Ageing Treatment of Aluminum 6063 Alloy, American Journal of Materials Science, Vol. 5 No. 3C, 2015, pp. 74-76. doi: 10.5923/c.materials.201502.15.
Article Outline
1. Introduction
- The effective post ECAP strengthening through low temperature ageing was linked to higher dislocation accumulation rate in the solutionized matrix, avoidance of fragmentation of precipitates in the pre ECAP peak aged alloy after few passes of ECAP, suppression of recovery by precipitation on the sub structure after ECAP and reduction of ageing temperature and accelerated ageing kinetics at low temperatures induced by a high dislocation density [1].Ageing of 6082 alloy after severe plastic deformation revealed that a proper combination of grain-refinement strengthening and age-hardening can be fully exploited in solution annealed ultra fine grained (UFG) alloys only when isothermal ageing is performed at temperatures significantly lower than conventional values and for shorter periods. Ageing conditions have found to be tailored to specific amount of strain imparted during severe plastic deformation (SPD) and to alloy composition [2].Micro-hardness evaluation as a function of ageing time can be used to study the effect of ECAP passes on the kinetics of isothermal ageing. It was found that even a single ECAP pass significantly accelerates the ageing kinetics of 6082 alloy. Ageing revealed to be more effective at 130°C rather than at 160°C and 180°C by virtue of the comparatively slower kinetics and of the limited over-ageing effects. The improvement in hardness achieved after optimised post-ECAP ageing was significant for the samples subjected to a limited amount of plastic strain but became negligible after a relatively large number of ECAP passes [3]. So the present study is carried out to know the effect of post ageing on 6063 aluminium alloy processed by ECAP by various routes at 175°C.
2. Experimental Details
- The material used in this work was 6063 aluminium alloy with the composition given in Table 1. The experiments were carried out using samples machined to size of 20 mm radius and 60 mm height which was solutionized at 525°C for 1.5h. The die angles of ø: 150° and
 30° were chosen for ECAP. The schematic diagram of ECAP process is shown in Figure 1 [4]. The pressings were carried out by route A, BA, BC and C up to three numbers of passes at room temperature. The four different processing routes are summarized schematically in Figure 2 [5]. After each pass the samples were cut into 8 equal sections for ageing and hardness studies. The ageing treatment was carried out at 175°C for different times. The hardness was measured before and after respective ageing treatments.
30° were chosen for ECAP. The schematic diagram of ECAP process is shown in Figure 1 [4]. The pressings were carried out by route A, BA, BC and C up to three numbers of passes at room temperature. The four different processing routes are summarized schematically in Figure 2 [5]. After each pass the samples were cut into 8 equal sections for ageing and hardness studies. The ageing treatment was carried out at 175°C for different times. The hardness was measured before and after respective ageing treatments.
|

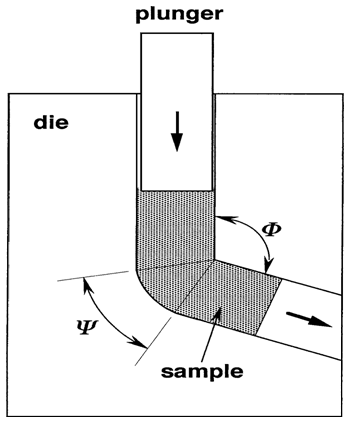 | Figure 1. The schematic diagram of ECAP process |
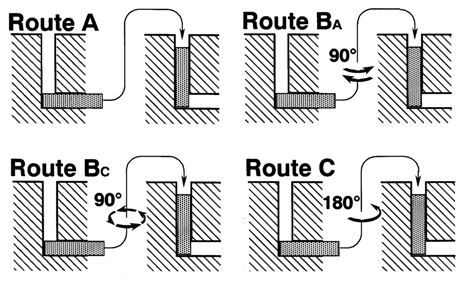 | Figure 2. The four fundamental processing routes in ECAP |
3. Results and Discussion
- The hardness testing conducted on the samples (before ECAP) aged for durations between 1 and 8 hours, gave a peak hardness value of 96 BHN between 6 and 8 hours. The hardness profile of the samples processed by first pass showed that the peak hardness was obtained between 1 and 3 hours of ageing, clearly indicating that ECAP reduced the ageing time. Peak hardness of 82 BHN was obtained, following which there was a constant drop in the hardness indicating over ageing, as shown in figure 3. The phenomena of sharp drop in ageing time can primarily be explained by the large amount of strains in the sample after ECAP. Strain produces new dislocations in the matrix which is the driving force for recovery [6]. Moreover, the dislocations act as short-circuit paths for the solutes and facilitate the atomic migrations. This in turn decreases the activation energy for the growth of precipitates and enhances the aging kinetics after ECAP [7, 8] and subsequently decreases the time at which the maximum hardness is achieved.
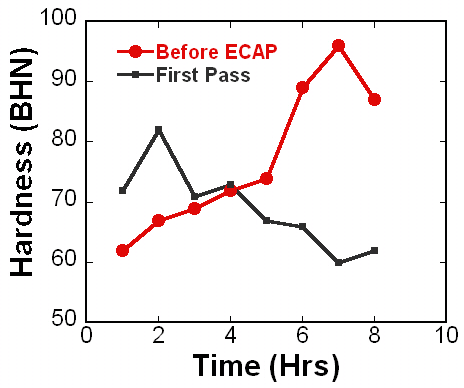 | Figure 3. Variation of Hardness with ageing time is seen before and after ECAP |
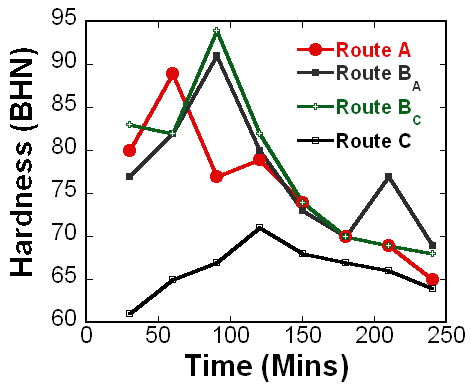 | Figure 4. Variation of Hardness with ageing time for the 4 different routes after second pass |
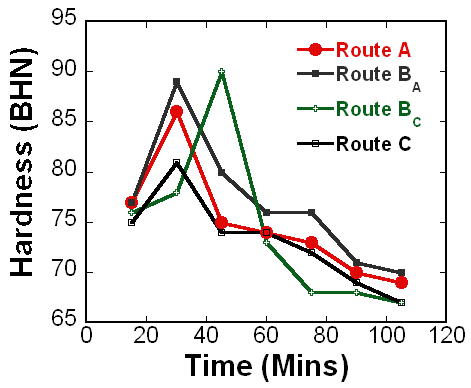 | Figure 5. Variation of Hardness with ageing time for 4 different routes after third pass |
4. Conclusions
- Peak ageing time was significantly reduced from 6-8 hours before ECAP to 1-3 hours after first pass, 1 hour after second pass and 15-30 minutes after third pass for all the routes.Maximum hardness was observed for Route BC, followed by Route BA, Route A and Route C for second and third pass.
ACKNOWLEDGEMENTS
- The authors deeply acknowledge Mr Vijeesh V Assistant Professor, AJCE for taking the pain of proof reading this article.