-
Paper Information
- Next Paper
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
American Journal of Materials Science
p-ISSN: 2162-9382 e-ISSN: 2162-8424
2015; 5(3C): 1-6
doi:10.5923/c.materials.201502.01
The Effect of Modification of Primary Silicon on the Microstructure, Mechanical and Sliding Wear Behavior of Commercial LM-29 Cast Alloy
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLB. M. Ganiger 1, T. M. Chandrashekharaiah 1, T. B. Prasad 2
1R & D Centre, Dept. of Mechanical Engineering, Kalpataru Institute of Technology, Tiptur, Karnataka, India
2R & D Centre, Dept. of Mechanical Engineering, Sri Siddhartha Institute of Technology, Tumkur, Karnataka, India
Correspondence to: T. M. Chandrashekharaiah , R & D Centre, Dept. of Mechanical Engineering, Kalpataru Institute of Technology, Tiptur, Karnataka, India.
| Email: |  |
Copyright © 2015 Scientific & Academic Publishing. All Rights Reserved.
In the present paper the microstructure, mechanical properties and wear behavior of commercial LM-29 [Al-24Si-Cu-Mg] alloy before and after the addition of phosphorus (0.02, 0.03, 0.04, 0.05 and 0.06wt %) were investigated. The microstructures and worn surfaces of the alloys were characterized by optical metallurgical microscope/SEM. The results suggest that, the wear resistance of LM-29 alloy were improved with the addition of phosphorus as compared to as cast alloy. However, the maximum improvement in wear and mechanical properties were observed at 0.06wt%P addition to LM-29 alloy. This is due to the change in microstructure resulting from modification of primary silicon present in LM-29 alloy.
Keywords: LM-29 cast alloy, Cu-14P master alloy, Microstructure, Normal pressure, Hardness
Cite this paper: B. M. Ganiger , T. M. Chandrashekharaiah , T. B. Prasad , The Effect of Modification of Primary Silicon on the Microstructure, Mechanical and Sliding Wear Behavior of Commercial LM-29 Cast Alloy, American Journal of Materials Science, Vol. 5 No. 3C, 2015, pp. 1-6. doi: 10.5923/c.materials.201502.01.
Article Outline
1. Introduction
- Amongst the commercial aluminum casting alloys Al-Si alloys are the most common, particularly due to some very attractive characteristics such as excellent castability, high strength to weight ratio, pressure tightness and low coefficient of thermal expansion, good thermal conductivity, good mechanical properties and corrosion resistance [1]. The engine blocks cast from hypoeutectic Al-Si alloys such as LM-21, LM-25 or LM-24 must use cast iron cylinder liners due to poor wear and scuffing resistance which adds extra steps to the manufacturing cycle and also increases the cost of production, reduces weight savings and complicates recycling of the blocks. Hence there is a growing interest in hypereutectic Al-Si alloys as a candidate material instead of the conventional hypoeutectic Al-Si alloys [2]. However in hypereutectic Al-Si alloys, the primary silicon can be presented in several different forms like star shaped primary silicon, polyhedral primary silicon and dendritic primary silicon [3]. Large unevenly distributed primary Si particles causes greater tool wear than does the smaller ones that are more uniformly distributed. Thus, even distribution of the fine primary Si is an essential feature of cast hypereutectic Al-Si alloys [3-5].Modification of primary silicon in hypereutectic Al-Si alloys is usually achieved by the addition of Phosphorous (P) to the melt. Phosphorous reacts with the liquid aluminum to form aluminum phosphide (AlP), which has a crystal structure similar to that of silicon (i.e. a=5.46 Ǻ for AlP and that of Si is 5.43Ǻ) and acts as an effective heterogeneous nucleant [6-7]. The untreated hypoeutectic alloy contains a broad spectrum of Si sizes from 20µm to 120 µm. The best modification occurs with 0.003wt%-0.006wt%P and this causes the Si particle size distribution to become much narrower to about 20µm. Over modification takes place if the P level raised to 0.009wt% and broadening of the size distribution occurs and the most frequently occurring particle size is about more than 30 µm [3]. Gowrishankar and Prabhakar [8] have studied the effect of Mg on the cast microstructure of eutectic and hypereutectic Al-Si alloys and concluded that Mg improves the modification of the hypereutectic alloys and also substantially reduces the primary Si density. It does not refine the primary Si. They also reported that combined addition of Mg and P to hypereutectic and eutectic alloys brings about modification of eutectic Si and refinement of primary silicon.From the literature it has been noticed that the effect of P on the wear and mechanical properties of LM-29 alloy has not been reported. So in the present work an effort has been made to study the effect of minor addition of 0.02wt%-0.06wt%P on the microstructure, wear behavior and mechanical properties of commercial LM-29 alloy.
2. Experimental Details
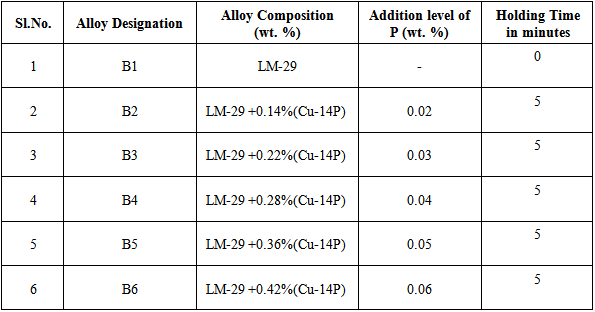
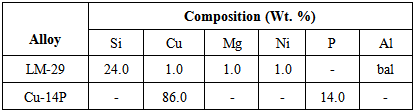
- A commercial LM-29 alloy was melted in an electric induction furnace under a cover flux (45% NaCl+45% KCl+10% NaF) and the melt was held at 720°C. After degassing with solid hexachloroethane (C2Cl6), Cu-14P master alloy chips duly packed in an aluminum foil were added to the melt. The melt was stirred for 30 seconds with zirconia coated iron rod after the addition of master alloy. Melts without and with the five different addition levels of master alloy were prepared and poured into the split type graphite mould (Φ12.5mm x 125mm) at ‘0’ minute and ‘5’ minutes respectively to have microstructure, wear and tensile specimens. Six different cast LM-29 alloys were used during the present study. B1 was the untreated one. B2-B6 were treated with phosphorous in the range 0.02wt%-0.06wt%. About 0.7g of Cu-14P is added to the molten mixture to produce 500g of B2 alloy and 1.14g, 1.4g, 1.8g and 2.14g of Cu-14P added to the molten mixture to produce 500g of B3, B4, B5 and B6 alloys respectively. The details of different amount of Cu-14P master alloy added to the base alloy LM-29 is given in Table 1.
|
|
3. Results and Discussion
3.1. Microstructural Studies
- Figure1a-f shows the optical photomicrographs of LM-29 alloy before and after the addition of Cu-14P master alloy. The microstructural examination reveals needle like particles of eutectic silicon and angular particles of primary silicon in a matrix of aluminum solid solution of base alloy. However, polygonal primary silicon particles treated with increasing addition of P (0.02-0.06%) and get distributed uniformly in the matrix (figure1b-f). This could be due to the fact that P reacts with the liquid Al forms AlP and Cu3P particles present in Cu-14P master alloy may act as heterogeneous nucleating sites for modification of primary silicon particles during solidification of hypereutectic alloys [3, 5].
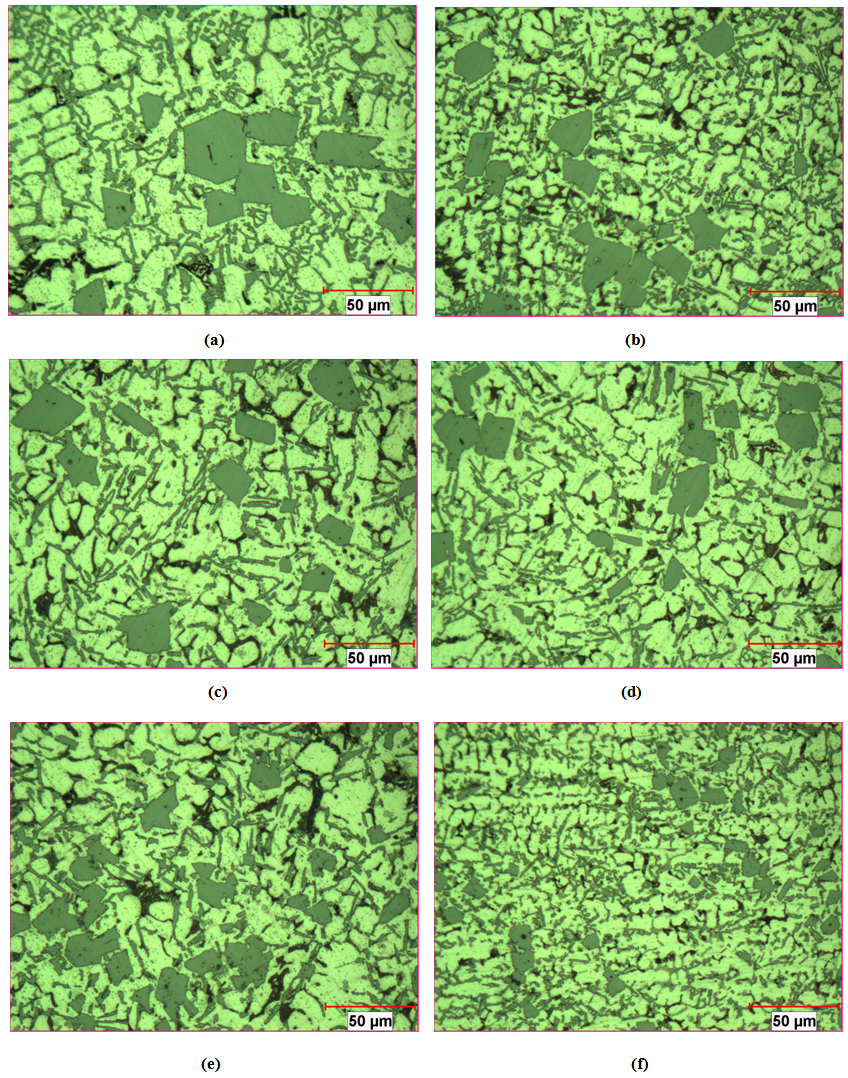 | Figure 1. Optical photomicrographs of LM-29 alloy without and with addition of Cu-14P master alloy (a) As cast condition (b) With 0.02wt%P (c) With 0.03wt%P (d) With 0.04wt%P (e) With 0.05wt%P (f) With 0.06wt%P |
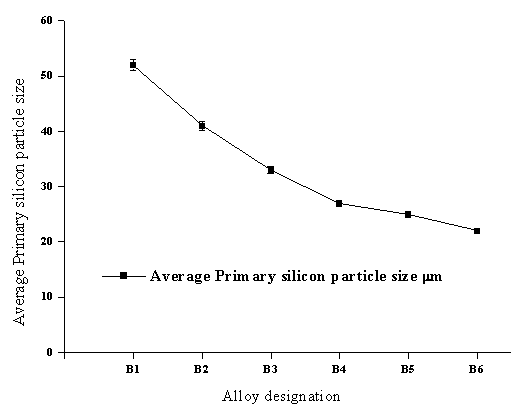 | Figure 2. Variation in the primary Si particle size with alloy composition |
3.2. Effect of Normal Pressure on Weight Loss and Frictional Force
- Figure 3-4 show the effect of normal pressure (0.1248, 0.2498, 0.3744, 0.4992 and 0.6244 N/mm2) on weight loss and frictional force under constant sliding speed (1.885m/s) and at constant sliding distance (565.5m). From Figure 3, it is observed that as the content of P in the LM-29 base alloy increases the wear of the specimen comes down. Wear is highest in the base alloy and least in the base alloy containing 0.06%P. It is also clear from the figure that the addition of 0.06% of P to LM-29 alloy has resulted in minimum weight loss when compared to the addition of 0.02-0.05% of P and to the as cast condition. Similarly frictional force LM-29 alloy increase with increase in normal pressure in all the cases studied and the frictional force was higher in case of as cast LM-29 alloy (Figure 4).
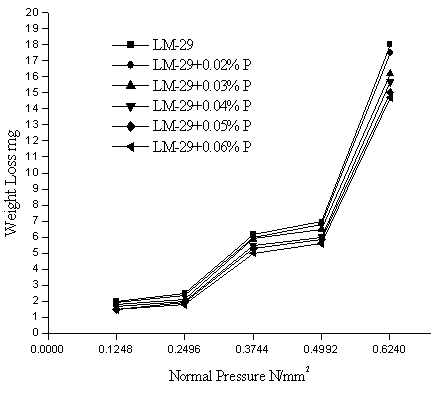 | Figure 3. Effect of normal Pressure on weight loss |
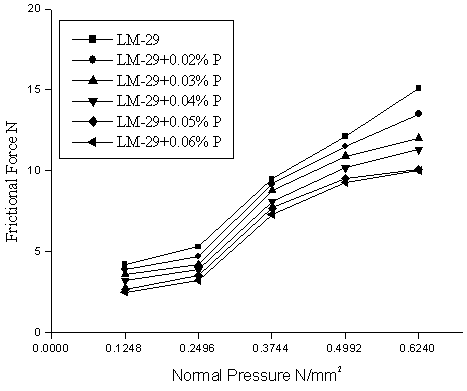 | Figure 4. Effect of normal Pressure on Frictional force |
3.3. Mechanical Properties
- The effect of addition of P on the mechanical properties is shown in Figure 5a-c. From the figures, it is clear that improvement in mechanical properties such as ultimate tensile strength, hardness and percentage elongation of the alloy can be achieved with the addition of P. The alloy without the addition of P shows poor tensile strength, while the alloys with P show more improvement. However, 0.06% P addition to LM-29 alloy shows the maximum improvement in mechanical properties compared to lower addition level of P and to as cast alloy. The maximum values of UTS, VHN and % E observed in the alloy having 0.06wt%P are 212 N/mm2, 160 and 1.56 respectively and these in as cast alloy are 175 N/mm2, 138 and 0.94 respectively. This could be due to the change in microstructure resulting from modification of primary silicon present in LM-29 alloy.
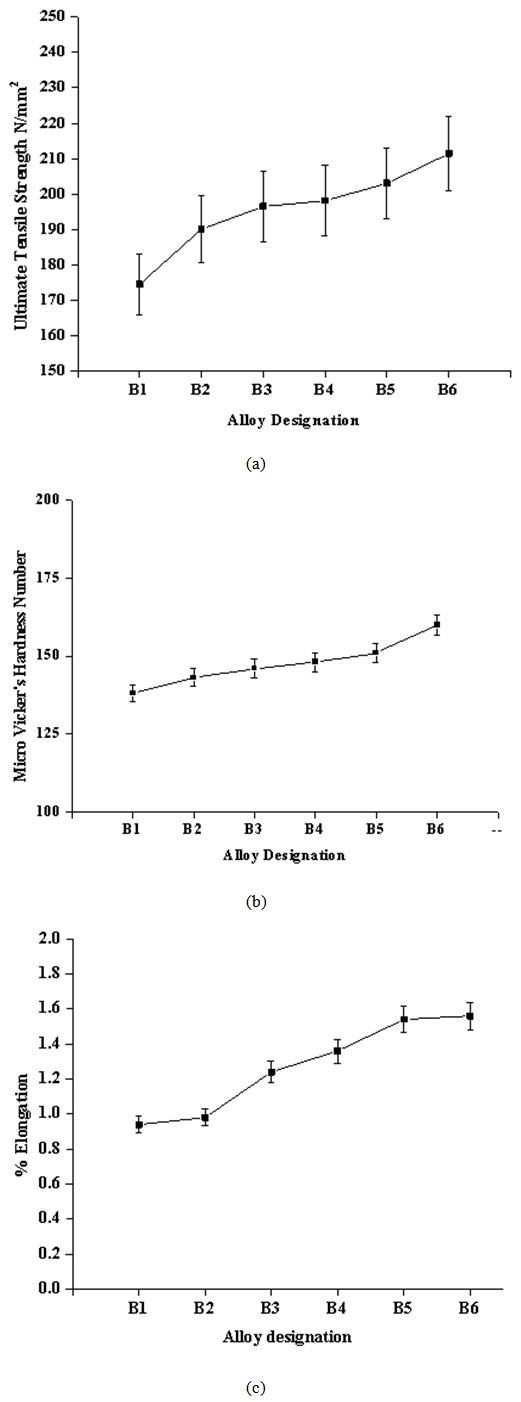 | Figure 5. Mechanical properties; (a) Ultimate tensile strength (b) Micro Vicker’s Hardness Number and (c) % Elongation |
3.4. Worn Surface Studies
- The worn-out surfaces were examined under scanning electron microscope. Figure 6 a and b show the SEM photomicrographs of worn out surface of LM-29 alloy without and with the addition of 0.06% phosphorous. The examination of worn surface of as cast alloy shows dimples and patches indicating delaminative wear. However the severity of surface damage decreased in refined alloy showing the evidence of mild abrasive wear. Hence the weight loss of the treated LM-29 alloy is lower than that of the untreated one which could be due to the decrease in primary Si particle size in treated alloy B6.
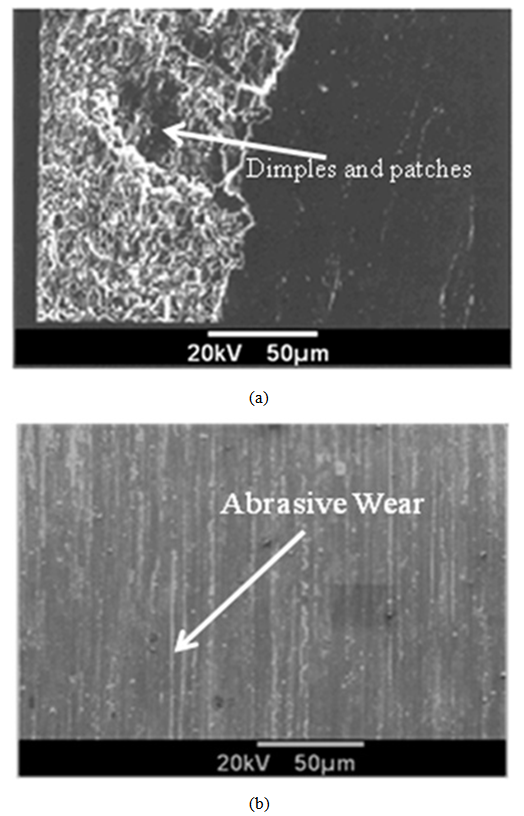 | Figure 6. SEM photomicrographs of worn out surfaces of LM-29 alloy at 0.6244 N/mm2 normal pressure under constant sliding speed (1.885m/s) and at constant sliding distance (565.5m) (a) As cast condition (b) With 0.06wt%P |
4. Conclusions
- • The primary silicon size ranges from 14-38 µm in LM-29 alloy containing 0.06%P and that, in as cast alloy it is 31-72µm. There is about 60% reduction in size of primary silicon as compared to as cast alloy.• Increasing the addition of P (0.02-0.06%P) increases UTS, hardness and marginal changes in %E of LM-29 alloy. The maximum improvements in % elongation, hardness and ultimate tensile strength observed in LM-29 with 0.06wt%P are 66%, 16% and 22% respectively.• Weight loss in all the cases increased with increase in normal pressure at constant sliding speed and at constant sliding distance. However Weight loss decreased with different addition levels of P. Better results are observed in the alloy containing 0.06wt%P.• Delaminative wear was observed in case of LM-29 alloy where as in case of alloy containing 0.06%P it is mild abrasive wear.
ACKNOWLEDGEMENTS
- The authors are very much grateful to the Vision group on Science and Technology-FIST [L1] GRD No. 372, 2015-16 for the financial support for the present work. The authors are also thankful to the Management and Principals of KIT Tiptur, SJMIT Chitradurga, SSIT Tumkur, CMTI Bangaluru and SRMTS Bangaluru for providing the laboratory facilities to carry out this work.